Проект 50.Снижение энергозатрат при нефтеводоподготовке.Хавкин А.Я.
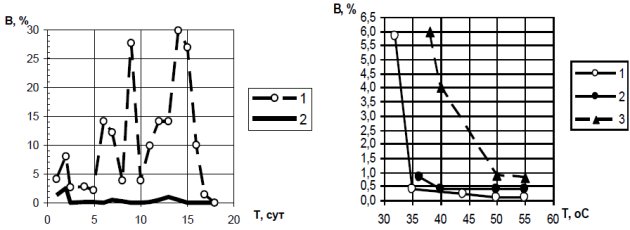
За последние годы многие российские месторождения вступили в позднюю стадию разработки, которая характеризуется значительной обводненностью добываемой продукции. В результате на промысловых объектах возникают серьезные технологические проблемы, связанные с необходимостью обработки большого количества попутно извлекаемой воды, излишней металлоемкостью установок подготовки нефти. Кроме затрат непосредственно на нефтепромысле, большие объемы попутно извлекаемой воды при транспортировке обуславливают коррозионное разрушение систем нефтесбора и экологические проблемы из-за аварийности трубопроводов. Обычно разрушение водонефтяной эмульсии производится добавкой деэмульгаторов с подогревом этой смеси. Качество подготовки нефти определяется долей воды в нефти, которая по требованиям к 1 группе качества товарной нефти должна не превышать 1%. Основным направлением улучшения показателей процесса является разрушение бронирующих оболочек (РБО) водонефтяной эмульсии, приводящее к изменению дисперсного состояния водонефтяной смеси, более активному действию деэмульгатора и разделению эмульсии на нефть и воду. Для решения данного вопроса были разработаны гидродинамические диспергаторы водонефтяной смеси, изменяющие устойчивость бронирующих электрических оболочек [1, 2]. Эффективность работы установки оценивалась по количеству воды в нефти на выходе из сепаратора. На рис. 1 и 2 показаны результаты работы узла РБО. Зависимости доли воды в нефти В на входе в установку (рис. 1, линия 1) и на выходе, показывают, что узел РБО позволяет снизить долю воды в нефти на выходе из установки до 1% (рис. 1, линия 2).
Как видно из рис. 2, при отключении узла РБО количество остаточной воды опускалось ниже 1% только при температуре выше 50ОС (линия 3). При введении в работу узла РБО обводненность выходящей продукции не превышала 0,4% при значительно более низких температурах (линия 1) – при работающем узле РБО и регламентированном расходе деэмульгатора 75г/т температура процесса может быть снижена на 10-15ОC (относительно 50ОC) при сохранении качества подготовки нефти (доле воды в нефти менее 1%). Сравнение кривых 1 и 2 на рис. 2 характеризует эффективность установки при изменении удельного расхода деэмульгатора и постоянно работающем узле РБО – даже при уменьшении удельного расхода деэмульгатора более чем в 2 раза (до 35г/т), обводненность подготовленной продукции соответствует требованиям к 1 группе качества товарной нефти (рис. 2, линия 2). Приведенные исследования показывают, что использование гидродинамических эффектов в процессах водонефтеподготовки для разрушения бронирующих оболочек в эмульсиях, позволяет обеспечить качественную подготовку продукции, снизить удельный расход деэмульгатора и температуру процесса. Отметим, что только снижение температуры процесса нефтеподготовки на 10-15ОC при сохранении качества подготовки нефти (доле воды в нефти менее 1%) в целом по России при добыче около 3 млрд. м3 жидкости (нефть+вода) даст значительный экономический и энергетический эффект. Также разработанные устройства могут быть применены для очистки воды от углеводородных примесей [2, 3]. Литература 1. Регулирование дисперсного состояния водонефтяной смеси при подготовке нефти / Сорокин А.В., Смирнов В.А., Хавкин А.Я., Ушаков В.В. // Геология, геофизика и разработка нефтяных месторождений, 1997, № 9, с.41-43. 2. Хавкин А.Я. Наноявления и нанотехнологии в добыче нефти и газа / под ред. член-корр. РАН Г.К.Сафаралиева // М., ИИКИ, 2010, 692с. 3. Сорокин А.В., Хавкин А.Я. Возможности повышения качества очистки нефтесодержащих сточных вод за счет гидродинамических эффектов // Новые технологии для очистки нефтезагрязненных вод, почв, переработки и утилизации нефтешламов. Международная конференция в РГУ нефти и газа им. И.М. Губкина 10-11 декабря 2001г., Тезисы докладов, М., Издательский дом «Ноосфера», 2001, с.70. |

Новости
- 0
- 1
- 2
Новости фонда| Четверг, 15 May 2025Участнику Фонда Байбакова ООО «НПК «Синтез» предоставлен статус участника проекта по созданию и обеспечению функционирования ... Далее 
|
Новости фонда| Понедельник, 12 May 202529 апреля 2025 года в Государственном геологическом музеи имени В.И. Вернеадского прошло мероприятие, приуроченное 80 ... Далее 
|
Новости фонда| Пятница, 2 May 202529 апреля 2025 года в Москве, в Государственном геологическом музее имени В.И. Вернадского прошло мероприятие ... Далее |
Новости фонда| Четверг, 20 Март 2025В журнале «Вопросы права, экономики и технологий» 2024. № 3. вышла статья Н.К Байбакова «Нефтегазовые ресурсы ... Далее |
Новости фонда| Вторник, 11 Март 2025В журнале «Вопросы права, экономики и технологий» 2024. № 3. С 38–52 вышла статьяН.К Байбакова ... Далее |
Новости фонда| Вторник, 7 Январь 2025Информация о работе Правления Фонда Байбакова за 2024 год Ромашин Александр Савельевич - Председатель Пра... Далее |
Новости фонда| Вторник, 7 Январь 202520 ноября 2024 года было подписано Соглашение о сотрудничестве между Фондом Байбакова и Инновационно-технологическим комплексом ... Далее |
Новости фонда| Вторник, 7 Январь 202519 сентября 2024 года подписано Генеральное Соглашение о сотрудничестве Фонда Байбакова с ООО «Финансово-промышленная компания ... Далее |
Новости фонда| Пятница, 20 Декабрь 2024КОСМИЧЕСКАЯ ЭКОЛОГИЯ, ЕСТЕСТВОЗНАНИЕ И ТЕХНОЛОГИИ: ЧИЖЕВСКИЙ А.Л. — УЧЁНЫЙ, ОПЕРЕДИВШИЙ ВРЕМЯ Чёрный В.В., Любимов А.П. Читать ... Далее |
Новости фонда| Четверг, 19 Декабрь 2024Существует мнение: «наиболее экономически выгодный экранный режим полета при минимальных взлетно-посадочных скоростях и высокой безопасности ... Далее |
Новости фонда| Субота, 19 Октябрь 2024Директор Департамента Фонда Байбакова «Переработка углеводородного сырья» д.т.н. Сергей Владимирович Гробов подготовил Информацию о деятельности ... Далее |
Новости фонда| Субота, 31 Август 2024
|
Новости фонда| Субота, 31 Август 2024
|
Новости фонда| Воскресенье, 25 Август 2024В журнале «Вопросы права, экономики и технологий», 2024-№1. опубликована статья - Черный В.В., Любимов А.П. КОСМИЧЕСКАЯ ... Далее |
Новости фонда| Воскресенье, 30 Июнь 202417-19 ИЮНЯ 2024 ГОДА Конференция «Освоение минеральных ресурсов Мирового океана» Программа Тезисы по конкрециям и МБПК Первая ... Далее |